
Moldes de inyección de canal caliente personalizados de fábrica china
Moldes de inyección de canal caliente personalizados
1. Introducción del producto: Sistemas de canal caliente de precisión para la fabricación de alto volumen.
Nuestro Moldes de inyección de canal caliente personalizados Son sistemas de moldeo avanzados diseñados para eliminar el desperdicio de bebederos, reducir los tiempos de ciclo y mejorar la calidad de las piezas. A diferencia de los moldes convencionales de canal frío, los sistemas de canal caliente mantienen el plástico fundido dentro del colector y las boquillas a temperaturas controladas con precisión, inyectando el material fundido directamente en las cavidades a través de compuertas calentadas.
Para los fabricantes de carcasas de baterías de plástico, componentes de automoción, dispositivos médicos y electrónica de consumo, nuestros moldes de canal caliente personalizados ofrecen:
Cero residuos de corredores – Ahorro de materiales del 15 al 30 %
ciclos más rápidos – Producción entre un 20 y un 40 % mayor
Calidad superior de las piezas – Sin líneas de soldadura, hundimientos ni marcas de tensión
Preparado para la automatización – Funcionamiento totalmente automático sin rotura de bebedero
Cada molde está diseñado específicamente para la geometría de su pieza, el material elegido (ABS, PC, nailon, grados UL94 V-0, plásticos reforzados con fibra de vidrio) y los requisitos de volumen de producción.

2. Principales ventajas: ¿Por qué elegir un molde de canal caliente?
| Beneficio | Descripción |
|---|---|
| Ahorro de materiales | Sin bebederos ni canales de alimentación que desechar: ahorre entre un 15 % y un 30 % en plásticos de ingeniería. |
| Ciclos de tiempo más cortos | Elimina el tiempo de enfriamiento y extracción del bebedero: producción entre un 20 % y un 40 % más rápida. |
| Mejor calidad de las piezas | El control preciso de la compuerta reduce las líneas de soldadura, los hundimientos y las tensiones internas. |
| Automatización completa | Los moldes funcionan de forma continua sin intervención del operario para la eliminación del bebedero. |
| Colocación flexible de puertas | Se pueden colocar múltiples puntos de inyección en caliente en cualquier parte de la pieza. |
| Relleno de cavidades uniforme | El flujo de fusión equilibrado garantiza piezas idénticas en moldes multicavidad. |
En el caso de las carcasas de baterías que requieren materiales ignífugos UL94 V-0 (que son caros), el ahorro en materiales por sí solo suele amortizar el coste de las herramientas de canal caliente en el primer año de producción.
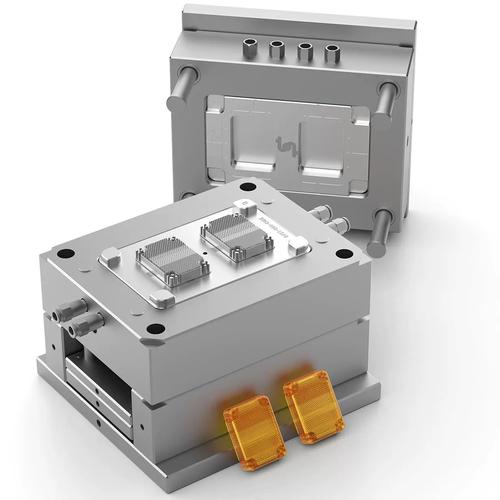
3. Componentes del sistema de canal caliente: ¿Qué hay dentro del molde?

Un sistema completo de canal caliente consta de varios componentes diseñados con precisión que trabajan conjuntamente:
3.1 Colector (Placa de distribución)
Fabricado mediante mecanizado en acero de alta resistencia (P20, H13 o acero inoxidable).
Canales de flujo internos diseñados para una distribución equilibrada del material fundido.
Calentado mediante resistencias de cartucho o varillas térmicas.
Las zonas de temperatura se controlan de forma independiente.
3.2 Boquillas
Disponible en varias longitudes, diámetros y estilos de punta.
Boquilla abierta – Sencillo, económico y apto para la mayoría de los materiales.
Boquilla de compuerta de válvula – El pasador mecánico cierra la compuerta, eliminando cualquier rastro de la misma, ideal para superficies cosméticas.
3.3 Calentadores y termopares
Calentadores de banda o cartucho de alta densidad de potencia
Termopares tipo J o tipo K para una retroalimentación precisa de la temperatura (precisión de ±1 °C).
3.4 Controlador de temperatura
Control PID multizona (desde una sola zona hasta más de 48 zonas)
Funciones de protección contra sobretemperatura y diagnóstico
Interfaz con máquina de moldeo o funcionamiento independiente
3.5 Placa colectora y sistema de sujeción
Soporta el colector y sella contra la placa del molde.
Evita fugas de material fundido gracias a sus sellos de alta presión (hasta 30 000 psi).
4. Tipos de boquillas: cómo elegir la solución adecuada para su pieza.
| Característica | Boquilla abierta | Boquilla de compuerta de válvula |
|---|---|---|
| Vestigio de la puerta | Pequeña protuberancia (0,5–1 mm) | Casi plano (0–0,1 mm) |
| Lo mejor para | Superficies ocultas, partes no cosméticas | Superficies visibles, carcasas de baterías, piezas médicas |
| Gama de materiales | Termoplásticos estándar | Todos los materiales, incluidos los grados reforzados con fibra de vidrio y los ignífugos. |
| Tiempo de ciclo | Muy rápido | Un poco más largo debido a la activación del pasador. |
| Costo | Más bajo | Más alto (debido a los cilindros y pasadores) |
| Mantenimiento | Más sencillo | Requiere reemplazo periódico de pasadores y sellos. |
Nuestra recomendación: Para carcasas de baterías de plástico visibles o componentes estéticos, elija siempre boquillas de compuerta de válvula para lograr una apariencia limpia y profesional sin necesidad de recortes posteriores al moldeo.
5. Capacidades de diseño personalizado: adaptadas a su pieza y material.
Cada sistema de canal caliente que fabricamos está diseñado a medida para su aplicación específica. Nuestro proceso de diseño incluye:
5.1 Análisis de la ubicación de las puertas
Simulación del flujo del molde para determinar las posiciones óptimas de la compuerta.
Evite las líneas de soldadura cerca de elementos críticos (nervaduras, salientes, uniones a presión).
Sincronización de la compuerta de la válvula de secuencia para piezas grandes o complejas
5.2 Flujo de fusión equilibrado
Canales de distribución diseñados mediante dinámica de fluidos computacional (CFD).
Caída de presión uniforme en cada cavidad de los moldes multicavidad.
Cálculos de calentamiento por cizallamiento para materiales sensibles a la temperatura (PC, nailon)
5.3 Gestión de la dilatación térmica
Análisis de elementos finitos (FEA) del colector y la base del molde.
Espacios de expansión calculados para evitar la adherencia a la temperatura de funcionamiento.
Precarga adecuada en sellos y pasadores de alineación.
5.4 Características específicas del material
| Material | Consideraciones especiales |
|---|---|
| Relleno de vidrio (GF) | Puntas de boquilla resistentes a la abrasión, colector de acero endurecido |
| Plásticos UL94 V-0 FR | Componentes resistentes a la corrosión, control preciso de la temperatura para prevenir la degradación. |
| PC / PC-ABS | Canales de flujo amplios, inyección lenta, se prefieren las compuertas de válvula |
| Nylon (PA6/PA66) | El sistema de canal caliente debe apagarse durante los períodos de inactividad para evitar su degradación. |
| TPE / TPV (materiales blandos) | Las compuertas grandes y las boquillas abiertas suelen ser suficientes. |
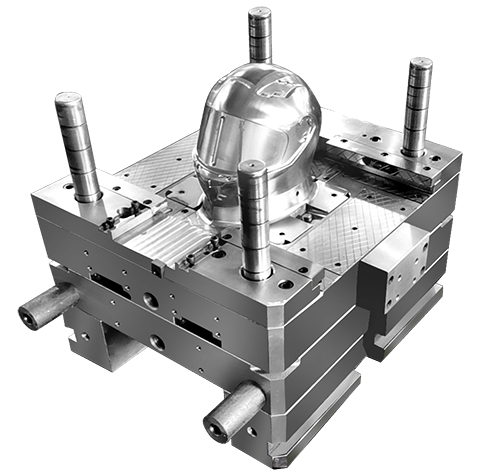
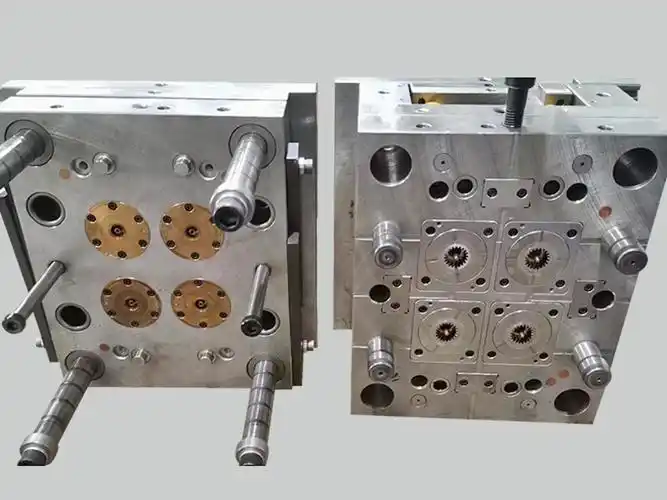
6. Configuraciones de moldes multicavidad y familiares

Para maximizar la productividad en la producción de carcasas de baterías de alto volumen, diseñamos moldes de canal caliente con:
| Recuento de caries | Aplicación típica | Producción por ciclo (ciclo de 1 minuto) |
|---|---|---|
| 2 cavidades | Grandes piezas, validación inicial | 120 piezas/hora |
| 4 cavidades | Bandejas para baterías medianas, carcasas para herramientas eléctricas | 240 piezas/hora |
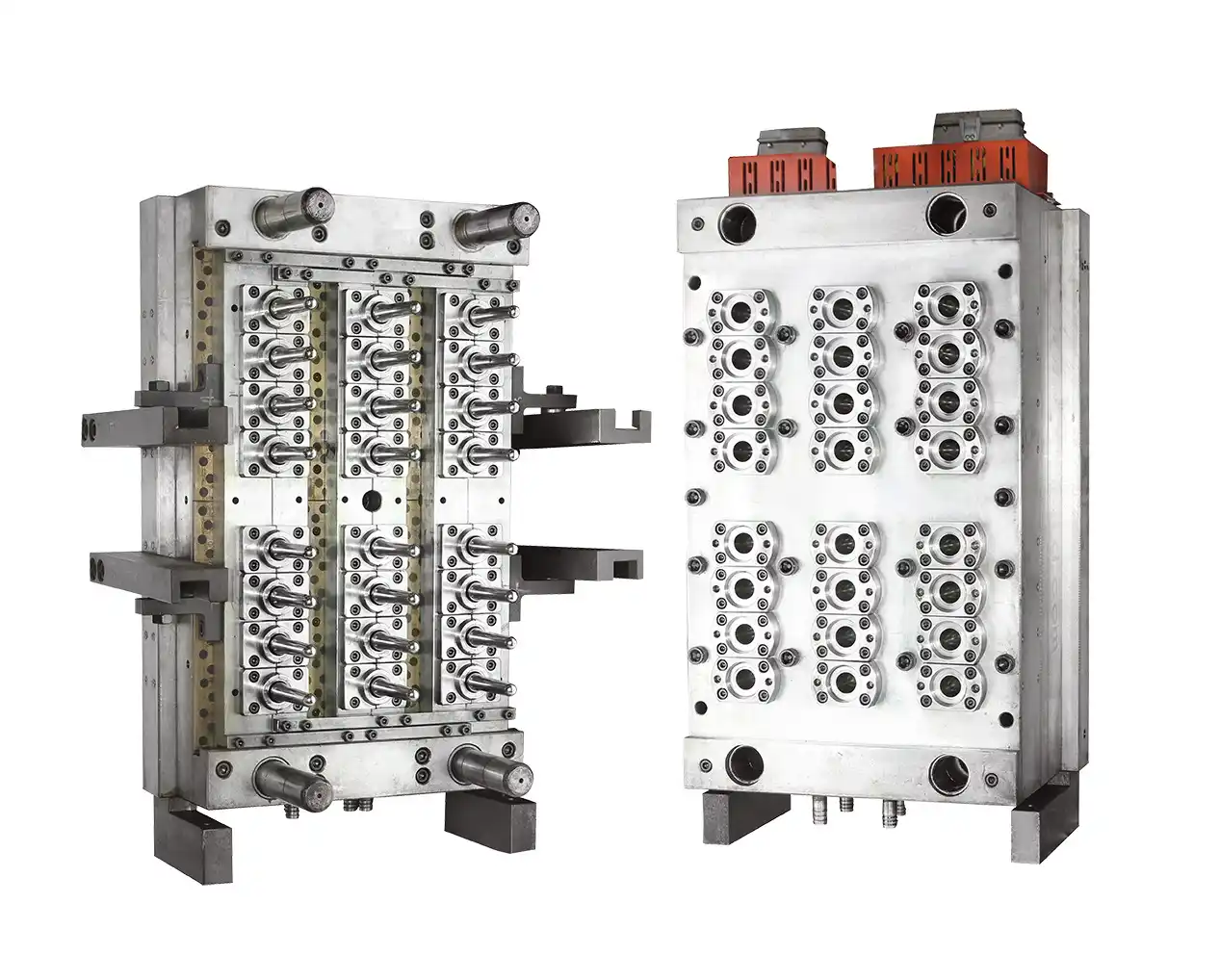
| 8 cavidades | Viviendas de tamaño pequeño a mediano, de gran volumen. | 480 piezas/hora |
| 16 cavidades | Componentes ultracompactos (portapilas 18650) | 960 piezas/hora |
| Más de 32 caries | Componentes en miniatura (conectores, espaciadores) | Más de 1920 piezas por hora |
Moldes familiares – Diferentes números de pieza en el mismo molde (por ejemplo, tapa superior + carcasa inferior + pestillo). Los sistemas de canal caliente permiten un control independiente de la compuerta para cada tipo de pieza.
7. Control de temperatura: el corazón de un sistema de canal caliente.
El control preciso de la temperatura es fundamental para el rendimiento de los sistemas de canal caliente. Nuestros sistemas incluyen:
7.1 Control de zona independiente
Cada boquilla y zona del colector tiene un calentador y un termopar dedicados.
Sistema típico: de 4 a 48 zonas
Precisión: ±1 °C respecto al punto de ajuste.
7.2 Algoritmos PID avanzados
Sintonización automática para cada zona
Control adaptativo para diferentes materiales y tiempos de ciclo.
Función de arranque suave para evitar daños en el calentador.
7.3 Características de seguridad
Apagado por sobretemperatura (límite configurable por el usuario)
Detección de averías del calentador
Protección contra polaridad inversa del termopar
Monitoreo de corrientes de fuga
7.4 Opciones del controlador
| Tipo de controlador | Lo mejor para | Características |
|---|---|---|
| Básico (1–8 zonas) | Moldes pequeños, de una sola cavidad | Ajuste manual, interfaz sencilla |
| Rango medio (8–24 zonas) | Moldes de producción, de 4 a 8 cavidades. | Sintonización automática, registro de datos, acceso remoto |
| Gama alta (24–48+ zonas) | Moldes multicavidad de gran tamaño, sistemas complejos | Pantalla táctil, Ethernet/IP, integración de máquina de moldeo |
8. Fabricación y calidad: Construyendo moldes duraderos.
Nuestros moldes de canal caliente se fabrican internamente utilizando equipos CNC de precisión y un riguroso control de calidad.
8.1 Proceso de fabricación
| Paso | Descripción |
|---|---|
| 1. Diseño y simulación | Modelado 3D, flujo de moldes, análisis de elementos finitos térmicos |
| 2. Selección de materiales | Acero para herramientas (P20, H13, 420SS) o aluminio para la creación de prototipos. |
| 3. Mecanizado CNC | Fresado de 5 ejes, electroerosión por hilo para canales de flujo |
| 4. Tratamiento térmico | Endurecimiento, templado, nitruración (para resistencia al desgaste) |
| 5. Rectificado y pulido | Acabado superficial RA 0,4 μm o mejor |
| 6. Ensamblaje | Instalación del calentador, el termopar y la boquilla |
| 7. Prueba de fugas | Prueba de presión del colector a 1,5 veces la presión de funcionamiento. |
| 8. Pruebas térmicas | Ejecutar a temperatura de funcionamiento, verificar todas las zonas. |
8.2 Lista de verificación de control de calidad
✅ Inspección dimensional del colector y las boquillas (CMM, ±0,01 mm)
✅ Prueba de seguridad eléctrica (resistencia de aislamiento >10MΩ a 500V)
✅ Verificación de la precisión del termopar (±1°C)
✅ Concentricidad de la puerta (dentro de 0,05 mm)
✅ Planitud de la punta de la boquilla (dentro de 0,02 mm)
✅ Planitud del colector (dentro de 0,02 mm en 300 mm)
9. Compatibilidad de materiales: ¿Qué materiales se pueden utilizar en nuestros sistemas de impresión de alto rendimiento?
Nuestros sistemas de canal caliente son compatibles con toda la gama de termoplásticos:
| Familia de materiales | Ejemplos | Idoneidad para sistema de canal caliente |
|---|---|---|
| Estándar | ABS, PS, PP, PE | Excelente: compuerta abierta o de válvula |
| Ingeniería | PC, PC/ABS, PA6, PA66, POM | Muy bueno: se recomienda la compuerta de válvula. |
| Retardante de llama | Grados UL94 V-0, V-1, V-2 | Bien: utilice acero resistente a la corrosión para los aditivos ignífugos. |
| Lleno de vidrio | Nylon+GF, PC+GF, PBT+GF | Bueno: se requieren puntas y sellos endurecidos. |
| Alta temperatura | PEEK, PPS, PEI (Ultem) | Sí, boquillas de alta temperatura (hasta 450 °C). |
| Elastómeros | TPE, TPV, TPU | Sí, normalmente se utilizan compuertas grandes y boquillas abiertas. |
| Biorresinas | PLA, PHA | Sí, ajustes de temperatura más bajos. |
NO recomendamos los sistemas de calentamiento rápido para: PVC (se degrada con calor prolongado), termoestables (curado en colector) o materiales extremadamente cargados (shhh50% de relleno).
10. Integración con su máquina de moldeo
Nuestros sistemas de canal caliente están diseñados para adaptarse a las máquinas de moldeo estándar de todos los principales fabricantes:
Fuerza de sujeción: De 50 a más de 2000 toneladas
Tamaño de la platina: Dimensiones personalizadas del círculo de pernos y del anillo de posicionamiento
Conexión eléctrica: Conector multipin único (HARTING, Amphenol o especificado por el cliente)
Accionamiento de la compuerta de la válvula: Neumática (estándar) o hidráulica (aplicaciones de alta presión)
Interfaz de máquina: Protocolo SPI, Euromap o personalizado
Soporte para la instalación: Proporcionamos planos de instalación detallados, diagramas de cableado y asistencia para la puesta en marcha, tanto in situ como a distancia.
11. Mantenimiento y servicio: cómo mantener su molde en funcionamiento.
Un mantenimiento adecuado prolonga la vida útil del sistema de canal caliente a más de 500.000 ciclos. Ofrecemos:
11.1 Programa de mantenimiento recomendado
| Intervalo | Tareas |
|---|---|
| A diario | Compruebe si hay fugas en el colector y las boquillas, verifique que todas las zonas alcancen la temperatura. |
| Semanalmente | Limpie las puntas de las compuertas, inspeccione los conectores eléctricos. |
| Mensual | Mida la resistencia del calentador y compruebe la continuidad del termopar. |
| Cada 100.000 ciclos | Reemplace las puntas de las boquillas y los sellos, inspeccione el colector para detectar desgaste. |
| Cada 500.000 ciclos | Desmontaje completo, sustitución del calentador, rectificado del colector. |
11.2 Kits de repuestos
Suministramos kits de repuestos personalizados que contienen:
Boquillas y juntas de repuesto (50–100 unidades)
Calentadores y termopares de repuesto (2 por zona)
Juntas de estanqueidad y juntas tóricas
Pasadores y cilindros de compuerta de válvula (para sistemas de compuerta de válvula)
12. Aplicaciones – Sectores a los que prestamos servicio
Nuestros moldes de canal caliente personalizados se utilizan en múltiples industrias:
| Industria | Partes típicas | Ventajas del sistema de corredor en caliente |
|---|---|---|
| Baterías y almacenamiento de energía | Carcasas de baterías, soportes de celdas, aisladores de terminales | Ahorro de materiales (costosos plásticos UL94 V-0), vestigio de puerta limpio |
| Automotor | Molduras interiores, componentes bajo el capó, lentes de iluminación | Multicavidad para alto volumen, eliminación de líneas de soldadura |
| Médico | Jeringas, casetes de diagnóstico, carcasas de dispositivos | Moldeo limpio (sin polvo de bebedero), compuerta de válvula para fines estéticos. |
| Electrónica de consumo | Fundas para teléfonos, marcos para portátiles, dispositivos para el hogar inteligente | Moldes familiares, múltiples compuertas para piezas grandes |
| Embalaje | Tapones, cierres, envases de paredes delgadas | Ciclos rápidos, moldes de más de 32 cavidades. |
| Industrial | Engranajes, conectores, carcasas de herramientas | Capacidad de material reforzado con fibra de vidrio |
13. Flujo de trabajo del proyecto: desde la consulta hasta la producción.
Diagrama de proceso de 6 pasos: Consulta → Diseño → Fabricación → Ensamblaje → Pruebas → Entrega.
Paso 1: Análisis de requisitos (2-3 días)
Usted proporciona: Dibujo de la pieza/modelo 3D, material, volumen, especificaciones de la máquina de moldeo.
Ofrecemos: Presupuesto preliminar, propuesta de ubicación de la puerta, recomendación sobre el número de cavidades.
Paso 2: Diseño detallado (1-3 semanas)
Modelo 3D del conjunto completo del canal caliente.
Simulación de flujo de molde y análisis de elementos finitos térmicos
planos de fabricación detallados
Paso 3: Fabricación (4–8 semanas)
Mecanizado de colectores, tratamiento térmico, rectificado
Instalación del conjunto de boquillas y del calentador
Inspección de calidad en cada etapa
Paso 4: Ensamblaje y pruebas (1 semana)
Sistema de canal caliente completo ensamblado en la base del molde.
Prueba térmica (todas las zonas alcanzan la temperatura, sin fugas)
Prueba de seguridad eléctrica
Paso 5: Moldeo de muestra (opcional, 1-3 días)
Realizamos pruebas de muestras en nuestras máquinas de moldeo por inyección internas.
Proporcione piezas de muestra y parámetros del proceso.
Paso 6: Entrega y puesta en marcha (envío en 1 semana)
Embalado en caja para un transporte seguro.
Soporte para la instalación, tanto presencial como remota.
Plazo de entrega típico total: De 6 a 12 semanas, dependiendo de la complejidad.
14. Especificaciones técnicas – Referencia completa
| Parámetro | Gama / Opciones |
|---|---|
| Material del colector | P20, H13, acero inoxidable 420 o aluminio (prototipo) |
| Tipo de boquilla | Abrir la boquilla o la compuerta de la válvula (neumática o hidráulica). |
| Recuento de caries | De 1 a 32+ (personalizado) |
| Diámetro de la puerta | 0,8 mm – 4,0 mm |
| Temperatura máxima de fusión | 450 °C (para PEEK, PPS) |
| Presión máxima del colector | 30.000 psi (2.070 bar) |
| Precisión del control de temperatura | ±1°C |
| Zonas de control | De 1 a 48+ (personalizado) |
| Comunicación del controlador | SPI, Euromap, Ethernet/IP, Profibus |
| Tipo de calentador | Cartucho (colector) o banda (boquilla) |
| Tipo de termopar | Tipo J o tipo K |
| Conexión eléctrica | Conector multipin único (especificado por el cliente) |
| Compatibilidad con moldes | Tamaños de platina estándar, anillo de posicionamiento personalizado |
| Garantía | 12 meses de garantía en piezas y mano de obra. |
15. ¿Por qué elegirnos como su socio para envíos urgentes?
Con más de 15 años de experiencia en el diseño y la fabricación de sistemas de canal caliente, ofrecemos:
Ingeniería interna – No subcontratamos. Diseñamos, simulamos y fabricamos todo bajo un mismo techo.
Análisis de flujo de molde libre – Comprobamos la ubicación de la puerta y el equilibrio del llenado antes de que usted apruebe el diseño.
Plazos de entrega cortos – De 6 a 8 semanas para sistemas estándar, de 10 a 12 semanas para sistemas multicavitarios complejos.
Precios competitivos – Entre un 15 % y un 25 % más económico que las principales marcas de sistemas de canal caliente para una calidad equivalente.
Soporte global – Soporte técnico en inglés y mandarín, y puesta en marcha in situ disponibles.
Experiencia en modernización – Podemos reemplazar sistemas de canal caliente averiados en moldes existentes de cualquier fabricante (Husky, Mold-Masters, Synventive, INCOE, Yudo, etc.).
Lo que dicen nuestros clientes:
*“Cambiamos a su sistema de canal caliente para el molde de la carcasa de nuestra batería UL94 V-0. El desperdicio de material se redujo del 22 % a menos del 3 %, y el tiempo de ciclo mejoró en un 35 %. El molde ha funcionado durante 400 000 ciclos sin ningún problema de canal caliente.”* – Gerente de Producción, Empresa de Almacenamiento de Energía
16. Solicita un presupuesto: ¡Comienza hoy mismo tu proyecto personalizado de canal caliente!
¿Listo para reducir los residuos, aumentar la producción y mejorar la calidad de las piezas con un molde de canal caliente personalizado?
Lo que necesitamos para empezar:
Modelo 3D de piezas (STEP, IGES o STP)
Tipo y grado del material (por ejemplo, PC/ABS UL94 V-0)
Volumen anual estimado (por ejemplo, 500.000 piezas/año)
Especificaciones de la máquina de moldeo por inyección (tonelaje, tamaño de la platina, disposición del eyector)
Cualquier requisito especial (límite de vestigios de la puerta, cavidades múltiples, moho familiar, etc.)
¿Cuáles son exactamente sus servicios OEM?
Nuestro servicio OEM (Fabricación de Equipo Original) le permite hacer realidad sus ideas únicas de equipamiento para actividades al aire libre. Nos encargamos de todo el proceso de desarrollo y fabricación del producto según sus especificaciones, diseños y requisitos de marca. Desde el concepto inicial y la búsqueda de materiales hasta el prototipado, la producción y el control de calidad, nos convertimos en su socio de fabricación especializado. El logotipo y la identidad de su marca se aplicarán a los productos finales.¿Cuál es su MOQ (cantidad mínima de pedido)?
Entendemos que las marcas necesitan flexibilidad, especialmente al lanzar nuevos productos. Por eso, ofrecemos cantidades mínimas de pedido flexibles, que varían según la complejidad del producto, los materiales necesarios y el nivel de personalización. Le animamos a que nos hable de su proyecto y haremos todo lo posible por proponerle una cantidad mínima de pedido viable.¿Puedes ayudarnos a desarrollar un producto a partir de una simple idea o un boceto?
¡Por supuesto! Nos especializamos en convertir conceptos en productos de alta calidad listos para el mercado. Nuestro equipo de desarrollo de productos trabajará estrechamente con usted para perfeccionar su idea, seleccionar los materiales adecuados, crear dibujos técnicos y desarrollar prototipos hasta que su visión se haga realidad.¿Cuáles son los pasos típicos en el proceso OEM con su empresa?
1. Consulta inicial y consulta: usted comparte su concepto, mercado objetivo y requisitos. 2. Cotización y acuerdo: proporcionamos una cotización detallada y, una vez aprobada, firmamos un acuerdo de servicio. 3. Investigación y desarrollo (I+D): Nuestro equipo trabaja en diseños técnicos, selección de materiales y desarrollo de muestras. 4. Prototipado: Creamos un prototipo físico para su evaluación y retroalimentación. 5. Moldes: Después de confirmar el diseño, crearemos el molde antes de la producción. 5. Aprobación de la muestra: Usted aprueba la muestra final, confirmando la calidad, el diseño y la funcionalidad. 6. Producción en masa: Tras la confirmación de su orden de producción, comenzamos a fabricar sus productos. 7. Control de calidad riguroso (QC): Realizamos inspecciones durante toda la producción y una inspección final aleatoria antes del envío. 8. Envío y entrega: Empacamos de forma segura y organizamos el envío a su destino designado.¿Cuánto tiempo dura todo el proceso desde el concepto hasta la entrega?
El plazo varía considerablemente según la complejidad del producto y la cantidad del pedido. Una estimación general es: Desarrollo y muestreo: 4-8 semanas. Producción en masa: 4-6 semanas después de la aprobación de la muestra. Tenga en cuenta que esto es una estimación y se proporcionará un cronograma preciso junto con la cotización de su proyecto.¿Quién es el propietario de la propiedad intelectual (PI) y del molde/herramientas para los productos personalizados?
Usted conserva el 100% de la propiedad de su identidad de marca, diseños y propiedad intelectual de sus productos. Para cualquier molde o herramienta personalizada creada específicamente para su proyecto, la propiedad puede transferirse a usted previo acuerdo. Mantenemos una estricta confidencialidad y nunca utilizaremos sus diseños para otros clientes.¿Cómo se determina el precio de un pedido OEM?
El precio unitario está determinado por varios factores, entre ellos: Complejidad y diseño del producto Costo de las materias primas Procesos laborales y de fabricación involucrados Cantidad del pedido Requisitos de embalaje Nos esforzamos por ofrecer precios competitivos sin comprometer la calidad.¿Cuál es su proceso de control de calidad?
La calidad es nuestra máxima prioridad. Nuestro proceso de control de calidad incluye: Control de Calidad de Entrada (IQC): Inspección de todas las materias primas. Control de calidad en proceso (IPQC): controles durante las etapas clave de la producción. Inspección Previa al Envío (PSI): Una inspección final aleatoria de los productos terminados, comparándolos con su muestra aprobada y nuestros estándares de calidad. Podemos proporcionar informes detallados de control de calidad.¿Podemos inspeccionar los productos antes de enviarlos?
Sí. Recomendamos encarecidamente una inspección previa al envío. Puede enviar a su propio inspector de control de calidad o contratar a una empresa de inspección externa para que realice la verificación en nuestra fábrica. También podemos proporcionarle fotos y videos de la producción y los productos finales.¿Cómo gestionan el envío?
Contamos con amplia experiencia en envíos internacionales de equipos para actividades al aire libre. Nos encargamos de la logística y organizamos el envío por mar (para grandes volúmenes) o por aire (para pedidos pequeños y urgentes). Trabajamos con transportistas de confianza para garantizar un proceso sin contratiempos. Los gastos de envío se incluirán en su presupuesto final.
Productos relacionados